Юрий Ветров своими глазами увидел, как собирают суперкары Lamborghini


Фото:
компания Audi | компания Lamborghini | Юрий Ветров
Улыбчивый итальянец аккуратно снимает полиэтиленовую упаковку с липкого углепластикового рулета, кладет черный комочек под десятитонный пресс... Ба-бах! Потом всего пять минут нагрева до 150 градусов Цельсия под давлением в 60 атм - и кронштейн готов.
На фирме Lamborghini «куют» углепластик! А начинается долгий процесс изготовления суперкара Lamborghini Aventador с... раскроя ткани.
Может быть, дело именно в революционной технологии «ковки» углепластика, как называют ее на Lamborghini по аналогии с изотермической штамповкой легкосплавных деталей?
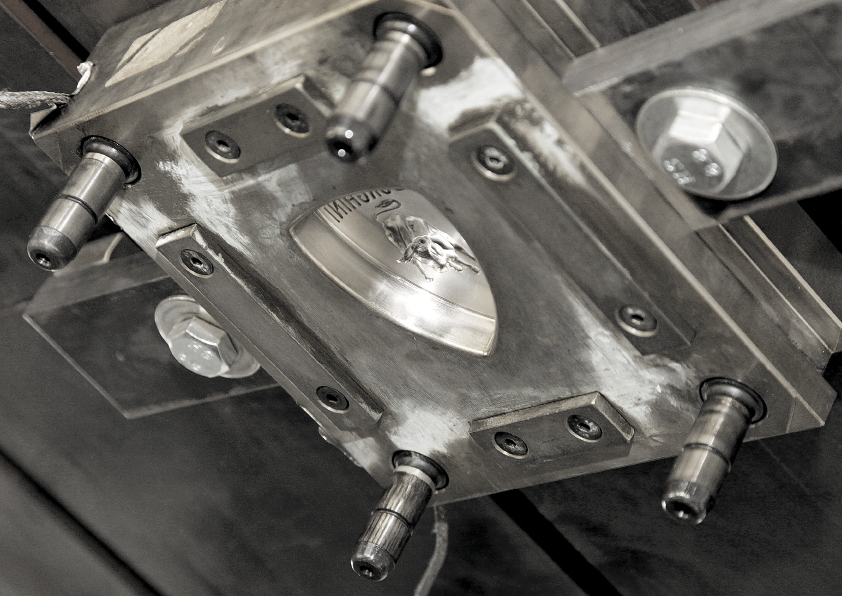
Углепластиковые эмблемы на Авентадоре — «кованые». Всего за пять минут под давлением 60 атм хаотично армированный термопласт (на фото 2) при температуре 150 градусов Цельсия превращается в готовую деталь. Технология относительно новая — мало кто знает, что аналогичным способом изготавливают краш-боксы (кронштейны, поглощающие энергию удара на скорости до 15 км/ч) для бамперов BMW M3

Углепластиковые эмблемы на Авентадоре — «кованые». Всего за пять минут под давлением 60 атм хаотично армированный термопласт (на фото 2) при температуре 150 градусов Цельсия превращается в готовую деталь. Технология относительно новая — мало кто знает, что аналогичным способом изготавливают краш-боксы (кронштейны, поглощающие энергию удара на скорости до 15 км/ч) для бамперов BMW M3
В подчинении Лучано Тео, заведующего на заводе Lamborghini в Сант`Агате-Болоньезе композитной тематикой, семь инженеров и 34 рабочих - огромный штат для маленькой фирмы! Вдобавок Lamborghini уже несколько лет сотрудничает с Вашингтонским университетом и с компаниями Callaway Golf и Boeing. Тео с гордостью демонстирует «кованые» углепластиковые рычаги подвески от концепт-кара Sesto Elemento - мол, глядите, какой прорыв в технологиях!
Действительно, метод, схожий с изотермической штамповкой, позволяет делать углепластиковые детали быстрее и дешевле. Но - об этом Тео говорит неохотно - для высокопрочных композитных деталей крайне важна точность ориентации углеволокон. А при «ковке» обеспечить ее просто не получается! Ведь в качестве сырья нельзя использовать пропитанную ткань или полосу - только «сырую» массу с хаотично расположенными отрезками волокон. Так что пока эта технология подходит лишь для концепт-каров или для второстепенных, малонагруженных деталей. Не зря для Авентадора «куют» только несколько кронштейнов и эмблемы, а рычаги подвески серийной машины сделаны из алюминия.

Оценить преимущество облегченных конструкций итальянцы предложили в движении — в моем распоряжении на несколько минут оказался Lamborghini LP570-4 Spyder Perfomante: детали интерьера, диффузор, крышка мягкого верха и антикрыло у него из углепластика. На узеньких дорожках в окрестностях Сант'Агаты да в сопровождении полицейских на Gallardo особо не забалуешь — прочувствовать пользу от уменьшения массы почти 600-сильного монстра на 65 кг, мягко говоря, непросто. Но пару раз я все-таки разогнался до 200 км/ч, а в одном из «затычных» поворотов даже выставил Spyder в занос. Чума! Чума как быстро, и чума как просто. А полицейский не пожурил за хулиганство, а наоборот, похвалил: «Браво! Именно так и надо ездить на Lamborghini!»
Но «ковка» - далеко не единственная интересная технология в Сант`Агате.
Как обычно делается монокок? В течение нескольких часов рабочие вручную выкладывают в форму маты из углеродной ткани, пропитанной связующей смолой. Потом устанавливают закладные элементы (резьба в композите резко снижает прочность и быстро изнашивается, поэтому используют стальные или алюминиевые элементы креплений), а затем готовая конструкция несколько часов «запекается» в автоклаве. В Lamborghini остроумно решили разделить монокок на несколько подсборок. Часть элементов будущей «скорлупы» производят на линии, где «сухие» маты (без связующего) укладывают в пресс-формы, в которые потом закачивается полимер. Другие, более тонкостенные детали, делают методом вакуумного формования: гибкая оболочка под действием разрежения обжимает материал на оправке. Для этого метода нужен особый материал - со связующим компаундом, который «схватывается» при температуре всего 50-60 градусов Цельсия. Его хранят в специальных холодильниках при 18-градусном морозе - иначе он слипается!

Заплатки для ремонта монокока вырезаются из «ремонтных» деталей. На заднем плане — разобранный Aventador: хорошо видно, что крепежные площадки у монокока — металлические
А потом составные части быстро собирают в единую деталь, прокладывают еще несколько слоев - и в печь, то есть в автоклав. В цилиндре диаметром три метра и длиной шесть метров одновременно «запекают» две части монокока: крышу и «низ» (их потом соединяют с помощью болтов и клея). В зависимости от стадии температура варьируется от 135 до 240 градусов Цельсия. Общая продолжительность процесса - пять часов. При наличии двух автоклавов пиковая мощность составляет всего три с половиной монокока в день. То есть даже о нормальном серийном производстве речи не идет - только мелкие серии!